
 全國服務熱線
全國服務熱線

產品介紹
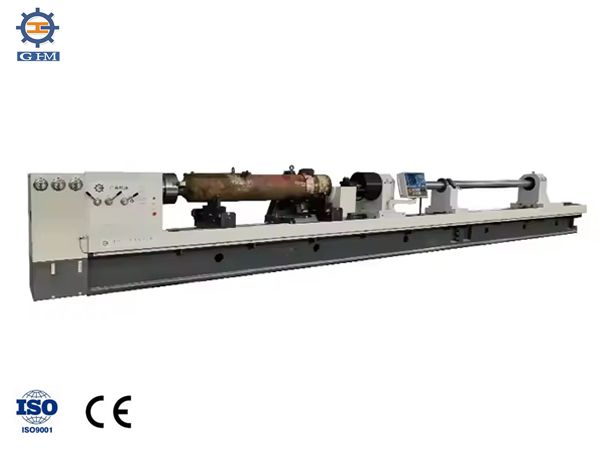
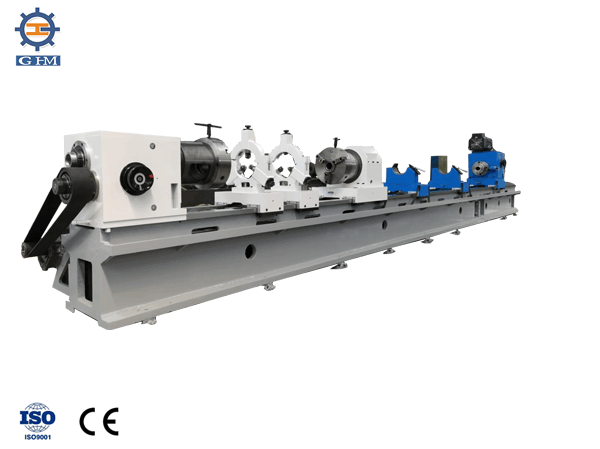
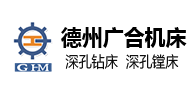
TGK2225型數控刮削滾光機采用工件旋轉、刀具反向高速旋轉并進給的加工方式,用于圓柱型零件內孔的刮削(鏜削)、滾壓加工,既可高效粗鏜,又可高效鏜孔、刮削和滾光一次加工。該種加工方式,可保證較小的加工出口偏斜。
(1)機床床身采用整體鑄造床身,時效處理,采用雙矩形導軌,導軌寬度650mm;
(2)床頭箱為大通孔結構,可滿足φ360mm規格刮滾加工時的排屑、退刀要求;
(3)授油器整體通過伺服電機頂緊工件,并可在床身上移動;
(4)拖板進給采用38Nm交流伺服電機,通過行星減速機,與滾珠絲杠副連接,傳遞的扭矩大,剛性好,精度高,既能保證輸出足夠的進給力,又能保證足夠的快速移動速度;
(5)冷卻系統采用地上油箱結構,油液經鏈板式排屑機帶走鐵屑然后經過濾網(粗過濾)-磁性過濾-精過濾三級過濾,過濾精度高;
(6)機床配置具有自主知識產權的液壓自動漲縮組合刀具,加工精度和加工效率大大提高。
主要技術參數
| 主要參數 | 數值 |
刮削滾光直徑范圍 (mm) | 100-360 |
加工深度范圍 (mm) | 800-10000 (按規格) |
機床中心高度 (mm) | 500 |
床身上過托架最大回轉直徑 (mm) | 500 |
工件夾持直徑范圍 (mm) | 120-500 (雙錐盤方式) |
| 床頭箱主電機 | N=60kW CTB主軸電機 |
床頭箱主軸轉速范圍 (r/min) | 5~250 三檔無級 |
| 鏜桿箱主電機 | N=60kW CTB主軸電機 |
鏜桿主軸轉速范圍、級數 (r/min) | 10~500 兩檔無級 |
進給速度范圍 (mm/min) | 10~3000 (無級) |
進給電機 | 38Nm 交流伺服電機 |
| 數控系統 | 廣數 GSK988TA |
| 授油器移動電機 | N=7.5kW 臺達伺服電機 |
| 液壓泵電機 | N=3.75kW n=1440r/min |
| 冷卻泵電機 | N=7.5kW n=1440r/min (2組) |
冷卻系統揚程 (m) | 50 |
冷卻系統流量 (m3/h) | 32-64 |
液壓系統額定工作壓力 (MPa) | 6.3 |
自動漲刀系統額定工作壓力 (MPa) | 4 |